
Design parameters
There are some rules of thumb to be followed when designing extrusion profiles. An optimal design will result in a better functioning product, narrower tolerances, simpler tools and improved extrusion parameters. We also target cost-efficiency. That’s why we always closely examine every profile to ensure an optimal design. The rules of thumb:
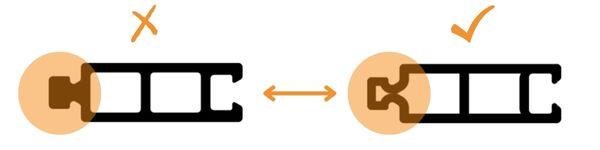
Avoid clumping
- Uneven cooling generates internal pressure and, ultimately, profiles that are bent out of shape.
- Shrinkage results in irregularities in the material, leading to a lack of rigidity.
This can be solved by adding cavities.
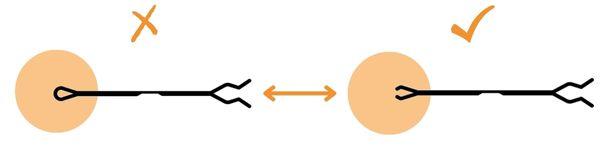
Symmetry
A balanced design promotes the flow through the die, which reduces internal pressure. In the figure, the object on the left is open on one side and closed on the other. That results in uneven cooling.
Internal structures
- Minor details cannot be calibrated.
- Gravity plays an important role here, which can result in distortions.
- Internal ribbing connected to the outside can generate lines due to shrinkage.
Supporting and limiting the thickness solves this issue. Limiting and spreading out the connection points also helps.

Interior and exterior angles
Acute interior angles cannot be extruded. We can replace the corners with holes.

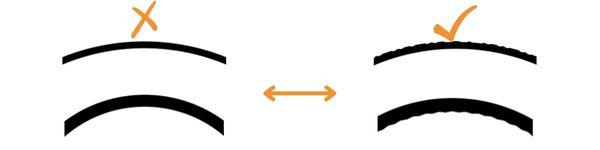
Decorative lines
Decorative lines can be used to change or improve the appearance. This is a way of hiding imperfections as well as protecting the profile from damage.
Tolerances
Extrusion is a continuous process. Tolerances must therefore be taken into account. That’s because the tolerances in plastic extrusion are greater than for injection moulding or aluminium extrusion. There needs to be some play in the calibration unit during the process.
These are just some of the basic rules. Our experts will be delighted to help you design an extrudable profile.