
Konstruktionsparameter
Auf dem Gebiet der Extrusion sind einige Faustregeln für die Gestaltung von Profilen zu beachten. Ein optimiertes Design führt zu besserer Funktionalität, engeren Toleranzen, einfacherem Werkzeugbau und besseren Extrusionsparametern. Dabei berücksichtigen wir auch die Kosteneffizienz. Deshalb untersuchen wir jedes Profil im Hinblick auf ein optimales Modell. Wir erinnern an einige Faustregeln:
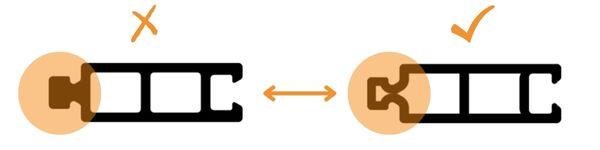
Vermeiden Sie Materialklumpen
- Eine ungleichmäßige Abkühlung führt zu inneren Spannungen und letztlich zu verzogenen Profilen.
- Die Materialschrumpfung verursacht Unregelmäßigkeiten. Infolgedessen wird das Profil nicht dicht sein.
Das kann durch das Hinzufügen von Hülsen behoben werden.
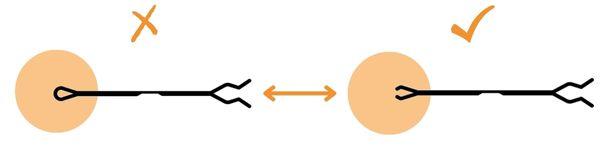
Symmetrie
Ein ausgewogenes Design fördert das Fließen in der Form. Dadurch entstehen weniger innere Spannungen. Auf dem Bild sehen Sie, dass das linke Bild auf einer Seite offen und auf der anderen geschlossen ist. Hier ist die Abkühlung ungleichmäßig.
Interne Strukturen
- Starre Elemente können nicht kalibriert werden.
- Sie unterliegen stark der Schwerkraft, so dass es zu Modellabweichungen kommen kann.
- Interne Rippen, die mit der Außenseite verbunden sind, können Schrumpfungslinien erzeugen.
Die Lösung liegt in der Unterstützung und Begrenzung der Wanddicke. Die Spreizung und Begrenzung der Verbindungspunkte hilft ebenfalls.

Innen- und Außenecken
Scharfe Außenecken sind strangpresstechnisch nicht möglich. Wir können jedoch mit einer Aussparung anstelle einer Ecke arbeiten.

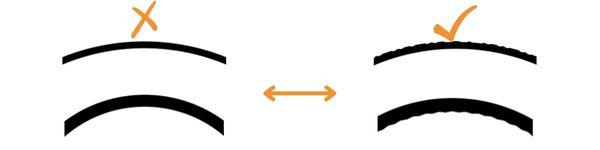
Zierlinien
Zierlinien können zur Veränderung oder Verbesserung der Optik eingesetzt werden. Sie kaschieren Unvollkommenheiten und schützen das Profil vor Beschädigungen.
Toleranzen
Die Extrusion ist ein kontinuierlicher Prozess. Daher müssen die Toleranzen eingehalten werden. Beim Strangpressen von Kunststoffen sind die Toleranzen größer als beim Spritzgießen und beim Strangpressen von Aluminium. Das liegt daran, dass während des Prozesses Spiel und Entlastung im Kaliber erforderlich sind.
Dies sind nur einige grundlegende Regeln. Unsere Experten nehmen Ihr Profil in der Entwurfsphase gerne genauer unter die Lupe, um ein strangpressfähiges Profil zu entwerfen.