Processus d’extrusion
Injextru Plastics dispose d’un parc de machines composé d’une quarantaine de lignes d’extrusion, offrant la flexibilité nécessaire pour produire une large gamme de profilés plastiques techniques. Nous extrudons aussi bien de très petits profilés (quelques millimètres et grammes) que de grands formats (jusqu’à 550 mm et 5,5 kg).
Spécialistes des profilés plastiques sur mesure, nous avons équipé notre parc de machines pour répondre à toutes les exigences. Ces équipements sont adaptés à l’extrusion de la majorité des matières thermoplastiques, garantissant ainsi des solutions personnalisées et performantes.
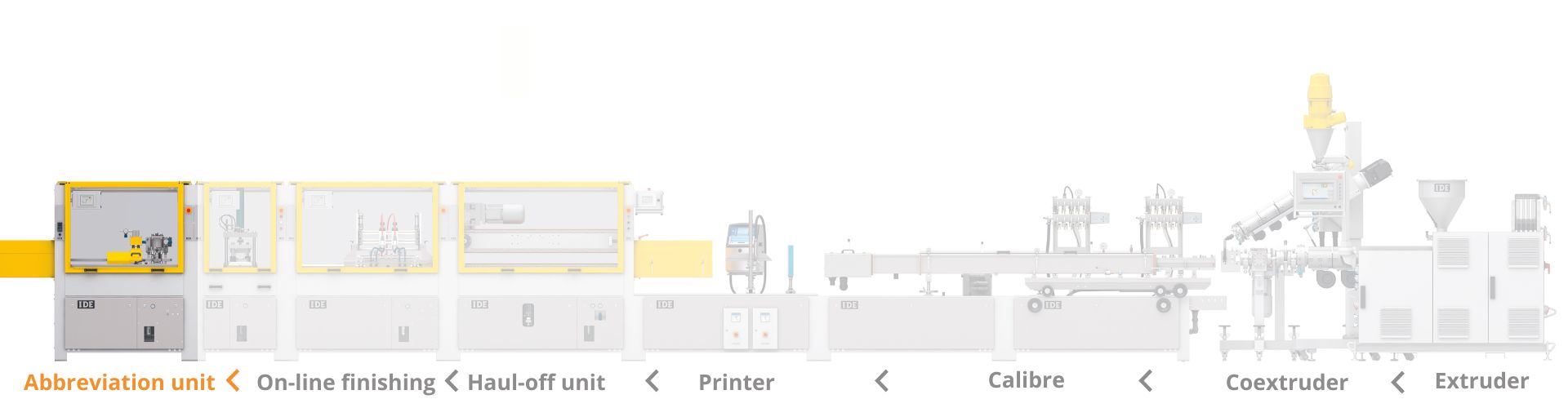
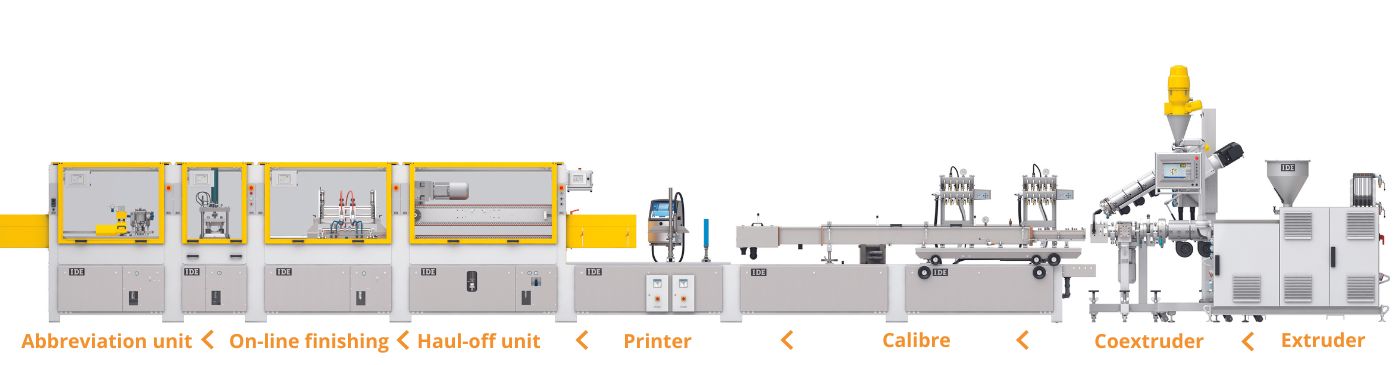
Ligne d’extrusion standard
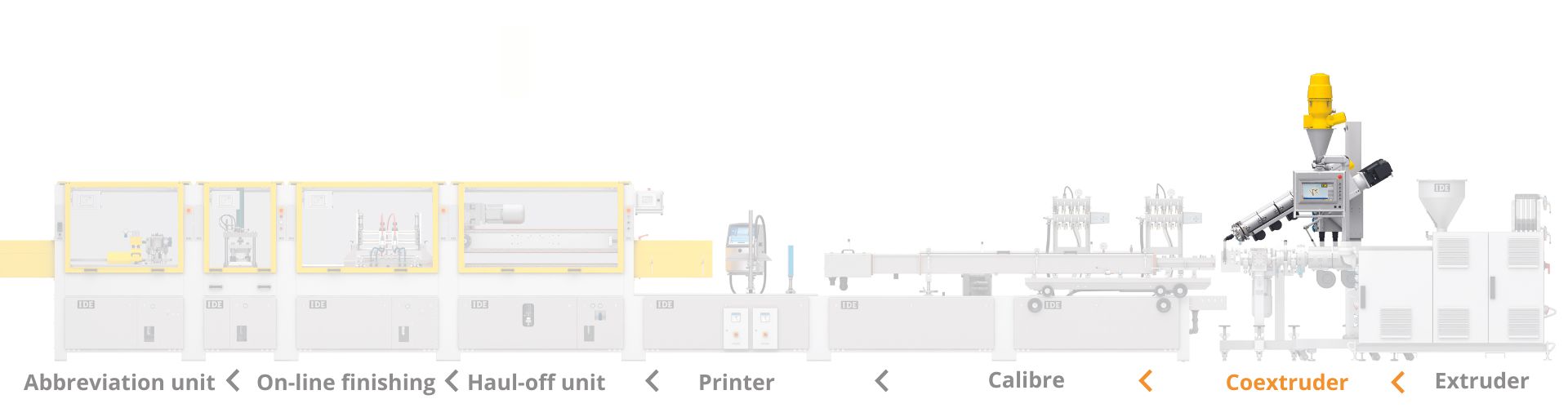
Voici la représentation d’une ligne d’extrusion standard. Le processus d’extrusion d’un profilé se décompose selon les étapes ci-dessous.
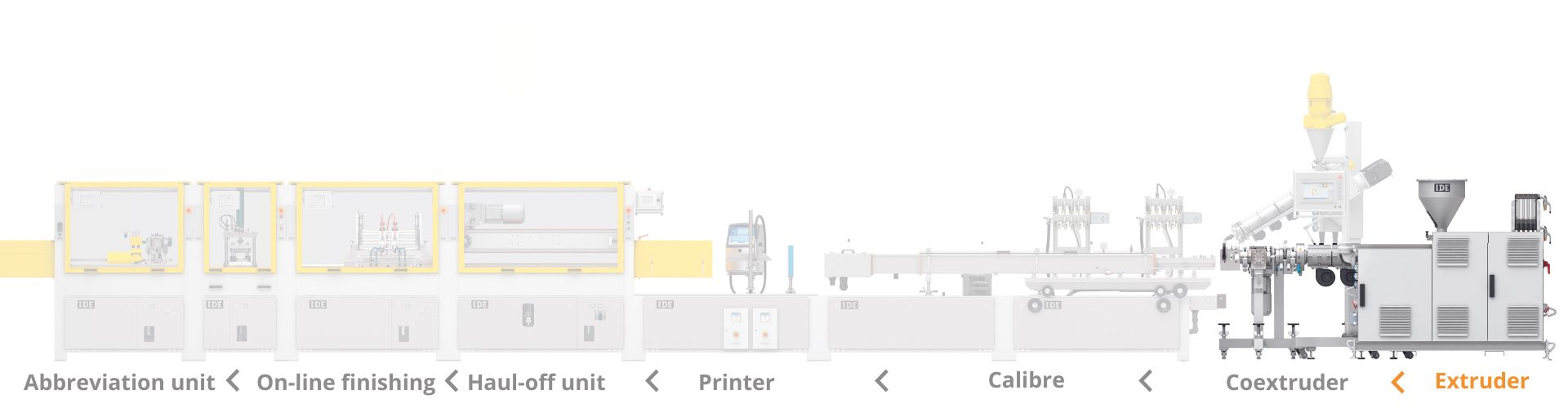
La fonction d’une extrudeuse est de faire fondre le plastique. Nous distinguons ici extrudeuse et co-extrudeuse.
Qu’est-ce que l’extrusion ?
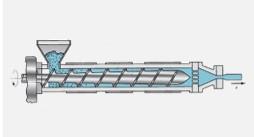
Dans le cadre d’une extrusion, une forme est donnée à un matériau chauffé en le pressant ou en le contraignant à traverser une filière. Le plastique progresse grâce à une vis. Pendant ce processus, le granulat fond. Une vis standard se présente comme ceci :
- Zone d’alimentation : transport et apport de chaleur externe.
- Zone de compression : la matière fond et perd en volume. Nous compensons cette perte en réduisant la profondeur de la vis. La coulée est ainsi comprimée, condensée et transportée.
- Zone de dosage : la matière est déjà fondue mais elle ne constitue pas encore une masse homogène. C’est là que la matière est transportée, mélangée et dosée.
La coulée est ensuite contrainte de passer à travers la filière. La fonction de la filière est de donner une forme à la coulée, qui doit en sortir à une vitesse régulière. La forme doit aussi présenter une épaisseur de paroi correcte. La filière se compose de plusieurs parties :
- Le porte-filière : réalise le lien entre la machine et la filière.
- La plaque arrière : elle est le prolongement du porte-filière.
- L’ensemble de plaques frontales : selon le profilé, la filière est composée d’un nombre plus ou moins important de plaques.
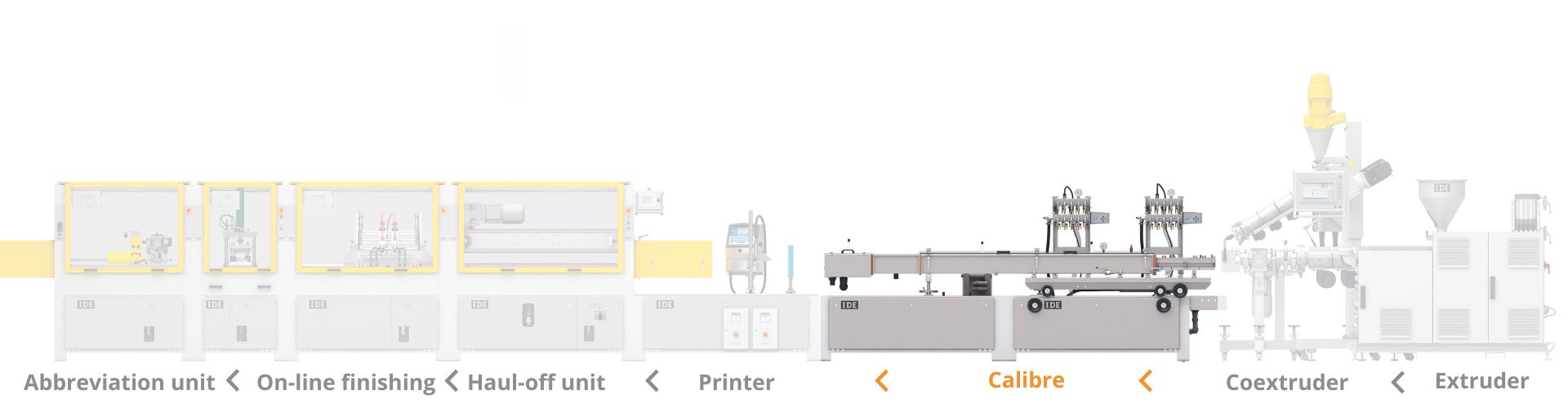
Le but du bac de calibrage (calibre) est de refroidir le plus rapidement possible le profilé et de lui donner sa forme définitive. Le refroidissement est principalement assuré en refroidissant les pièces de calibrage (conformateurs) avec de l’eau. Le reste est assuré en créant un vide.
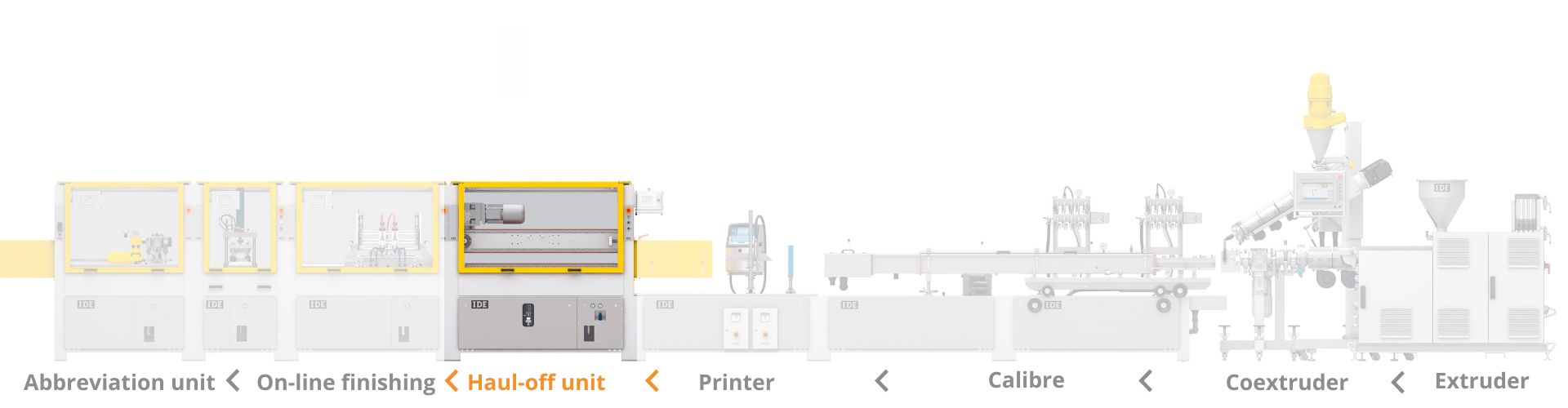
Le bac de calibrage est suivi du banc de tirage (haul-off unit). Dans le cadre de l’extrusion de plastique, le profilé est tiré à travers le bac de calibrage. Selon le profilé, les bandes de traction peuvent prendre différentes formes et/ou dimensions.
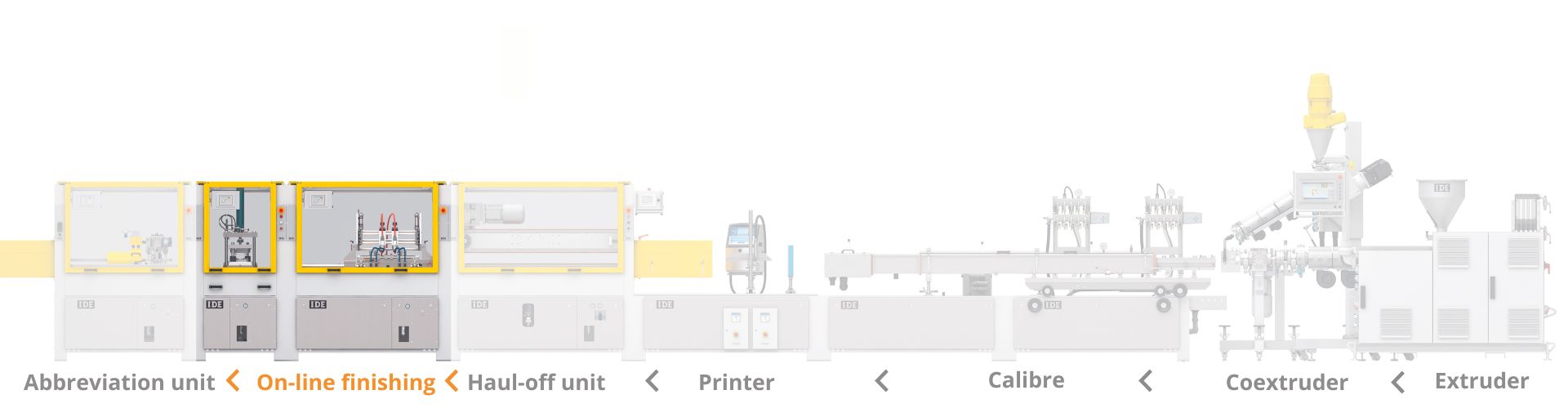
Nos lignes permettent de nombreux types de finition en ligne : impression, enroulement, poinçonnage, perçage, fraisage, insertion de filament, application de film ou d’adhésif... En savoir plus sur les finitions spéciales.
Enfin les profilés d'extrusion sont coupés à longueur (abbreviation unit), selon plusieurs options :
- Sciage : toujours possible.
- Découpe : à la guillotine ou au cutter.